
|
 April 22, 2009, 04:25 AM
April 22, 2009, 04:25 AM
|
#26 | |
|
Senior Member
Join Date: March 2, 2009
Location: Northeast for now
Posts: 266
|
Quote:
__________________
Olmontanaboy No good deed goes unpunished. A loaded gun, a faithful dog,,, consider yourself lucky. |
|

|
|
November 30, 2009, 07:05 PM
|
#27 |
|
Senior Member
Join Date: November 18, 2009
Posts: 120
|
I have an older Pietta 1860 Army - a late-1980's manufacturing code. Hadn't shot it for years until about a month ago, when I became interested in cap & ball revolvers again. I read about "short arbor syndrome" and tested my Pietta, and sure enough it WAS too short.
My solution was to find a couple of thin washers - actually washers for 1/8" pop-rivets were just about perfect in diameter. I ended up stoning the two washers to get them to just the right thickness (one by itself was too thin, but two together were too thick), then used blue Loc-Tite to "glue" 'em into the bottom of the arbor hole in the barrel. Fit is perfect now. Maybe today Pietta fits the arbor correctly, but not back when my old revolver was made. I understand that the deal was that, back in the day when Colt was making these revolvers, they made all of their arbors too long, and during the barrel fitting process the gunsmith would file the end off of the arbor and keep test fitting and filing until he got it perfect - you can always cut more off, but you can't ever cut more on, so to speak. Pietta (and Uberti) made all of their arbors purposely too short so that any barrel could mate with any arbor/frame. I understand that Pietta invested in some new, modern CNC machining centers fairly recently. That's probably why the new Piettas have a reputation for their arbors being right - their manufacturing tolerances are so much better with the new machinery. |
|
|
|
December 3, 2009, 10:40 PM
|
#28 | |
|
Member
Join Date: March 27, 2009
Posts: 88
|
Quote:
Having said that, I've done a similar thing. Of my seven Ubertis, only two had arbor-to-barrel fit issues (and they are both 1851 variants, go figure). I used a shim washer and an internally-toothed lock washer, which I flattened gradually in a vise until it was the proper thickness...then I JB-Welded them to the end of the arbor. So far, so good. And the wedges fit a lot better now. |
|
|
|
|
December 4, 2009, 09:33 AM
|
#29 | |
|
Senior Member
Join Date: November 2, 2007
Location: Northern Orygun
Posts: 4,923
|
Quote:
Here's a method of using JB on the end of the arbor. I think Devcon would be a better choice for this as it is stronger that JB in my experience. This diagram was copied from another forum, I think it originated with articap. I want to try this once and see how well it holds up in actual uses. It may be a good method if you are working with a very thin layer. 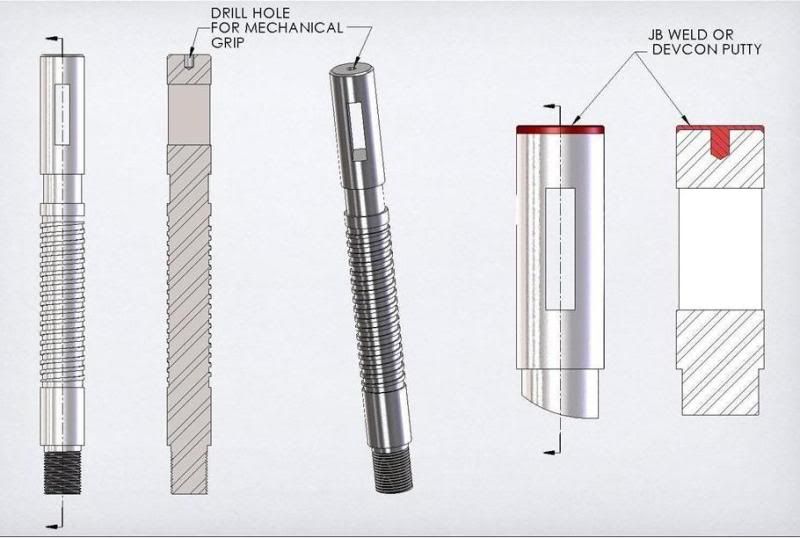
|
|
|
|
|
December 4, 2009, 10:06 AM
|
#30 |
|
Senior Member
Join Date: February 25, 2009
Posts: 643
|
DEVCON vs JB Weld.
Tried using Devcon to replace JB in the hammers of Colt style revolvers. No comparison. Devcon did not last a single firing. JB will go several shoots. |
|
|
|
December 4, 2009, 11:51 AM
|
#31 | |
|
Senior Member
Join Date: March 15, 2005
Location: Central Connecticut
Posts: 3,166
|
Quote:

Last edited by arcticap; December 4, 2009 at 12:10 PM. |
|
|
|
|
December 4, 2009, 02:01 PM
|
#32 | |
|
Senior Member
Join Date: November 2, 2007
Location: Northern Orygun
Posts: 4,923
|
Quote:
|
|
|
|
 |
|
|


